product
TEX-2500S
TEX-2500S

A middle-class tool spindle type multi-tasking machine that combines the speed of a turret lathe with the versatility of a multi-tasking machine.
Developed in pursuit of three values: "Flexible, Fast, and Economic."
Versatile Machining with the Tool Spindle and Reduced In-machine Interference
Features a built-in motor tool spindle with a max speed of 12,000 min⁻¹. The 15% shorter length significantly reduces interference, eliminating B-axis passing restrictions and expanding movement flexibility.
Balancing High-precision Indexing Performance with Powerful Machining Capability
The B-axis uses a direct-drive motor and diaphragm brake for high-precision indexing. Left/right built-in spindles (max 4,000 min⁻¹) with simultaneous 4-axis control enable complex machining in a single chucking.
Machine Main Specifications
| TEX-2500S | ||
|---|---|---|
| Right Spindle Stock | ● | |
| Chuck Size | inch | 10+10 |
| Type of Turret | Tool Spindle with ATC | |
| Max. Turning Diameter | mm | φ400 |
| Max. Turning Length *1 | mm | 1100 |
| Bar Capacity(Left Spindle) *2 | mm | φ80 |
| B-Axis Swivel Range | deg | 240(±120) |
| Left Spindle Speed | min-1 | 4000 |
| Right Spindle Speed | min-1 | 4000 |
| Tool Spindle Speed | min-1 | 12000 |
| ATC Tool Storage Capacity | 30 [OP. 60] | |
| Rapid Traverse Rate | m/min | X: 40 / Y: 40 / Z: 40 / A: 40 |
| Left Spindle Motor | kW | 22/15 |
| Right Spindle Motor | kW | 22/15 |
| Tool Spindle Motor | kW | 22/15 |
| Machine Height | mm | 2552 |
| Required Floor Space | mm | 5535×2107 |
| Machine Weight | kg | 12000 |
*1) The maximum machining length differs depending on the chuck type.
*2) Please note the bar capacity follows types of chucks and cylinders
Operability / Pursuit of Ease of Use
A 15" monitor allows for quick checking of abundant information.
The monitor supports a touch panel for more intuitive operation.
The spindle layout brings it closer to the operator, significantly improving workability.

iHMI Human-Machine Interface
Comfortable and easy operation along work flow!!
Consistently supports operation by functions necessary for "Planning", "Machining", and "Improvement" processes on site!
- Supports operation by careless mistake prevention function.
- i HMI Machining Program Creation Support
- Conversational Programming for Lathe(PANEL iH Pro)
- Machine Collision Avoidance (PANEL iH Pro)
We are CGTech “Technology Partner Program” Member
![]()
 Touch Type Operation Panel 15 inch
Touch Type Operation Panel 15 inch
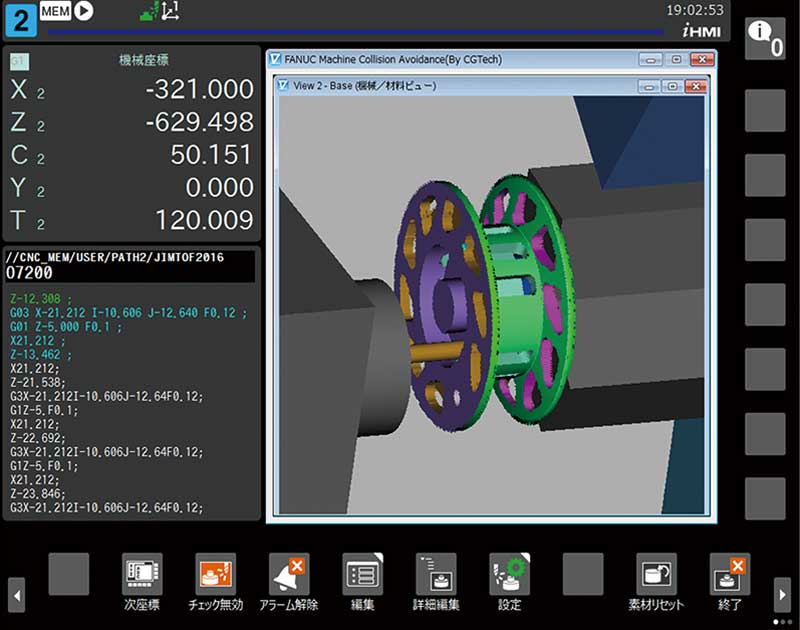 Machine Collision Avoidance
Machine Collision AvoidanceTakisawa Original Software
Tiwap-1(Optional)
"TiwaP-1" is an interactive programming system fully supporting creation, simulation, and execution of machining programs to reduce operator' labor.
"Input" by the interactive system is easy for the operator to create programs without knowledge of G codes. "Check" of programs can be done by simulating the cutting results with 3D animation and tool path drawing. In "Operation", the machining spindle and the order of process types are automatically recognized to optimally execute spindle control and C-axis zero return.
